Files Tool के Types of Files Tool के बारे में सबसे जरूरी बात आपको पता होनी चाहिए कि रेती कितने प्रकार की होती है, इनका इस्तेमाल कहां किया जाता है और कौन सी File अच्छी है और कौन सी रेती किस काम के लिए प्रयोग होती है आइए जानते हैं
- फाइल (रेती) के प्रकार चार्ट
- Parts of File Tool
- रेतियाँ (Files)
- रेती का वर्गीकरण (Types of files tool)
- दाँतों का कट (Cut of Teeth)
- ग्रेड के अनुसार (According to Grade)
- रेती की उत्तलता (Convexity of File)
- फाइल का टेपर होना (Taper of File)
- फ़ाइल की विशिष्टता
- कट और ग्रेड में अन्तर (Difference between Cut and Grade)
- फाइलिंग (Filing)
- फाइलिंग कितनें प्रकार की जाती है (Types of Filing)
- फाइल कार्ड (File Card)
- सावधानियाँ (Precautions During to Use The File)
- Some Important Question About File Tools
फाइल (रेती) के प्रकार चार्ट
| Files Tool Type | Size (In MM) | Use |
|---|---|---|
| Flat Files | 200 | For sanding exterior and interior surfaces (General use) |
| Round Files | 150 | To enlarge the circular hole |
| Half Round Files | 150 | For sanding interior square areas |
| Square Files | 100 | square area, inner square corner, rectangular hole key pier Splines are used for sanding |
| Triangular Files | 100 | corner, and is used for sanding angles greater than 60° |
| Safe edge File | 150 | For sanding angled surfaces |
| Flat Rasp File | 200 | For sanding angles greater than 10 degrees |
Parts of File Tool
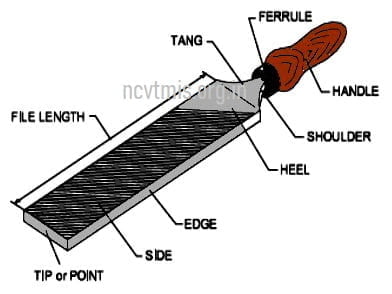
1. Edge
रेती का पतला भाग जिस पर एक पंक्ति में समांतर दाते कटे होते हैं|
2. Heel
रेती के चौड़े भाग का वह चित्र जहा दांते नहीं कटी होती हैं|
3. Shoulder
रेती वह वक्र भाग जोकि टेंग की बॉडी से अलग करती है|
4. Tang
पतला तथा संकरा रेती का वह भाग जो की हैंडल में फिट होता है|
5. Handle
रेती को पकड़ने के लिए टेंग पर फिट किए जाने वाला भाग|
6. Ferrule
धातु का बचाव छल्ला जो कि हैंडल को क्रेक होने से बचाता है|
रेतियाँ (Files)
यह एक मुख्य हैण्ड कटिंग टूल है। जहाँ पर मशीन टूल द्वारा काम नहीं कर सकते वहाँ इसकी आवश्यकता पड़ती है, जैसे आरी द्वारा कटिंग व चिपिंग की गई सरफेस को समतल बनाने के लिए, जॉब से अनावश्यक धातु (Surplus Metal) को हटाने के लिए, मॉडल अथवा डाई बनाने के लिए, किसी जॉब को चौरस या दूसरे आकार से बनाने तथा चिकना करने के लिए प्रयोग में लाई जाती है।
यह हाई कार्बन स्टील ( HCS ) की बनी होती है। टैंग को छोड़कर बाकी भाग हार्ड एवं टैम्पर किया होता है। इसके फेस तथा साइडों पर बहुत-से कटिंग ऐज या दाँतें (Teeth) बने होते हैं, जो धातु को छोट-छोटे कणों के रूप में काटते हैं। अतः रेती द्वारा बहुत कम धातु काटी जा सकती है। फाइलिंग एलाउन्स प्राय: 0.02 मि.मी. से 0.5 मि.मी. तक रखा जाता है। रेती का साइज टिप (Point) से हील (Heel) तक लिया जाता है। रेती की कार्यविधि चित्र 16 में दशाई गई है।
रेती के भाग (Parts of Files)
रेती के निम्नलिखित भाग होते हैं
- टिप, टो या प्वाइण्ट (Tip, Toe or Point)
- फेस (Face)
- ऐज (Edge)
- हील (Heel)
- टैंग (Tang)
- शोल्डर (Shoulder)
- फरूल (Ferrule)।
- हैण्डल (Handle)
रेती का वर्गीकरण (Types of files tool)
रेती का वर्गीकरण निम्नलिखित विधि से किया जाता है
- लम्बाई के आधार पर (According to Length)
- आकृति के अनुसार (According to Shape or Section)
- कट के अनुसार (According to Cut)
- ग्रेड के अनुसार (According to Grade)
- लम्बाई के आधार पर (According to Length)
लम्बाई के आधार पर (According to Length)
साधारणतया रेती की लम्बाई 100 मि.मी. से 450 मि.मी. तक होती है, जैसे-100, 150, 200, 250, 350, 400 और 450 मि.मी. आदि। रेती की लम्बाई ‘हील से प्वाइन्ट’ तक ली जाती है, परंतु गोल रेती का साइज उसके व्यास से और स्क्वायर रेती का साइज उसकी भुजा की चौड़ाई से लिया जाता है। 450 मि.मी. से लम्बी भी रेती आती हैं जिन्हें फाइलिंग मशीन में पकड़ कर काम में लाते हैं।
आकृति के अनुसार (According to Shape or Section)
आकृति के अनुसार रेतियाँ विभिन्न प्रकार की होती हैं, परंतु मुख्यतः सात प्रकार की रेतियाँ अधिक प्रयोग में लाई जाती हैं। अगर रेती का क्रॉस-सैक्शन बनाएँ तो कोई-न-कोई रेखागणित का चित्र बनेगा। इसे रेती का आकार या सैक्शन कहते हैं।
Flat File (चपटी रेती)

यह आयताकार अनुप्रस्थ काट (Cross-Section) की होती है तथा यह चौड़ाई और मोटाई में टेपर होती है। इसके फेस पर डबल कट और ऐज पर सिंगल कट दाँतें कटे होते हैं। यह साधारण कार्यों के लिए प्रयोग में लाई जाती है। लम्बाई के अनुसार यह अलग-अलग साइजों में मिलती हैं।
दस्ती रेती (Hand File)

यह रेती चौड़ाई में समानान्तर अर्थात् हील से प्वाइंट तक एक समान होती है, परंतु मोटाई में कुछ टेपर होती है। यह हमेशा डबल कट में ही बनाई जाती है, परंतु इसके एक किनारे पर दाँतें नहीं कटे होते, इसीलिए इसे सेफ-ऐज (Safe Edge) रेती भी कहते हैं। इसे किसी जॉब के अन्दर की साइड समकोण बनाने के लिए प्रयोग में लाया जाता है।
त्रिकोणी रेती (Triangular File)

यह रेती त्रिकोणी होती है व इसका प्रत्यक कोण 60° का होता है। इस रेती का मुख्य प्रयोग ‘V’ आकार के ग्रूव बनाने, आयताकार, वर्गाकार या स्लॉट आदि बनाने के लिए किया जाता है। इसके अतिरिक्त इसमें आरी के दाँतें भी तेज किए जाते हैं। आमतौर पर इसकी लम्बाई का 2/3 भाग समानान्तर होता है। इसे थ्री स्क्वायर फाइल भी कहते हैं। प्रायः इस रेती के तीनों फेसों पर डबल कट दाँतें कटे होते हैं।
वर्गाकार रेती (Square File)

इस रेती को चकोर या चौरस रेती भी कहते हैं। इसकी लम्बाई का 2/3 भाग समानान्तर व 1/3 भाग टेपर होता है। इस पर दाँत दुहरे कट (Double Cut) में कटे होते हैं। इस रेती का मुख्य प्रयोग आयताकार या वर्गाकार सुराखों को बनाने तथा चाबीघाट (Key way) एवं चौरस नालियाँ आदि बनाने के लिए किया जाता है। इनका साइज इसकी मोटाई से भी लिया जाता है।
अर्ध गोल रेती (Half Round File)

यह रेती एक तरफ से चपटी और दूसरी तरफ से अर्धगोल होती है। इस पर भी दुहरे कट दाँतें कटे होते हैं। इसकी मोटाई एवं चौड़ाई हील से मध्य तक बराबर होती है और मध्य से टो या टिप तक टेपर होती है। यह बाहरी एवं भीतरी (Concave or convex) गोलाई बनाने, छोटे सुराखों को बड़ा करने या टेढ़े-मेढ़े सुराखों को ठीक करने के लिए प्रयोग में लाई जाती है।
गोल रेती (Round File)

यह गोलाकार आकार की होती है। सामान्यतया इसकी लम्बाई का 2/3 भाग समानान्तर और बाकी भाग टेपर होता है इसलिए इसे चूहा-पूँछ (Rat Tail) रेती कहते हैं। जब यह बिना टेपर के रहती है तो इसे समानान्तर गोल रेती कहते हैं। यह इकहरों और दुहरी दोनों कटों में पाई जाती है। इन्हें वक्र सतहों को फाइलिंग करने तथा छोटे छिद्रों या स्लॉट आदि को बड़ा करने के लिए प्रयोग में लाई जाती है।
नाईफ ऐज-फाइल (Knife Edge File)

इसका आकार चाकू की तरह होता है और इसका बारीक किनारा 10° टेपर पर बना होता है। यह रेती क्रमशः चौड़ाई और मोटाई में टेपर होती है। इस रेती के दोनों फेसों तथा बारीक किनारे पर दाँतें कटे होते हैं। इसका प्रयोग ताले की चाबी के दाँतें निकालने और अन्दर के 60° से कम के कोण या बारीक किनारे बनाने के लिए किया जाता है।
किसी धातु के लिए उचित रेती का चयन करते समय निम्नलिखित तीन बातों को ध्यान में रखना चाहिए
- दाँतों के प्रकार,
- दाँतों की पिच,
- धातु की प्रवृति।
दाँतों का कट (Cut of Teeth)
कट के अनुसार (According to Cut)
रेती के फेस पर विभिन्न प्रकार के दाँतें कटे होते हैं, जिन्हें दाँतों का कट कहते हैं। दाँतों के कट के अनुसार रेतियाँ निम्नलिखित प्रकार की होती हैं
सिंगल कट फाइल (Single Cut File)
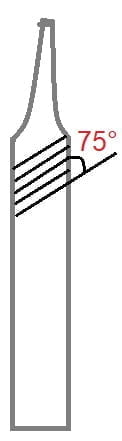
इस प्रकार की रेती के फेस पर दाँतें एक-दूसरे के समान्तर कटे होते हैं। ये रेती की केन्द्रीय रेखा के साथ 60° का कोण बनाते हैं। इनका उपयोग प्रायः बहुत नरम धातु को काटने के लिए किया जाता है, जैसे- एल्यूमिनियम, पीतल, तांबा आदि। इस रेती द्वारा बनी सतह डबल कट रेती की अपेक्षा अधिक फिनिश बनती है परंतु इसके द्वारा धातु कम कटती है।
डबल कट फाइल (Double Cut File)
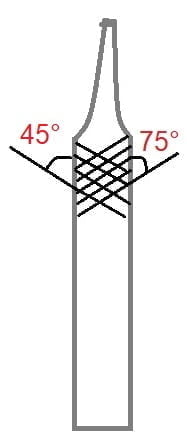
इन रेतियों के दाँतें दोनों ओर एक-दूसरे की विरोधी दिशा में दो सैटों में कटे होते हैं जो एक-दूसरे को क्रॉस करके काटे जाते हैं। दोनों कट में से एक की ओवर कट (Over Cut) जो केन्द्रीय रेखा के 60° पर होते हैं। इसे पहला कट (Ist Cut) भी कहते हैं तथा दूसरे सैट के दाँतें केन्द्रीय रेखा से 750 से 80° के कोण में कटे होते हैं जो कि प्रथम सैट के दाँतों को क्रॉस करते हैं, इसे अप कट भी कहते हैं। साधारण कार्यों के लिए दूसरी कट रेती उपयोग में लाई जाती है। इससे सफाई (Finish) तो नहीं आती, परंतु माल शीघ्रता से काट सकते हैं। [चित्र 19 (b)] ।
रास्प कट फाइल (Rasp Cut File)

इस प्रकार की रेती पर दाँतें त्रिकोण पंच (Triangular Punch) द्वारा ऊपर उठाए होते हैं। यह चपटी या गोल आकार में मिलती है। इसको बहुत नर्म धातु से सीसा (Lead) या लकड़ी, हार्ड रबड़, प्लास्टिक, फाईबर आदि को काटने के लिए प्रयोग में लाया जाता है।
वक्राकार कट फाइल (Curved Cut File)
इस रेती पर कई दाँतें कटे होते हैं। इसका प्रयोग नर्म धातु को काटने तथा फिनिश लाने के लिए किया जाता है। इसे विक्सन रेती (Vixen File) भी कहते हैं।
स्पायरल कट फाइल (Spiral Cut File)
इस प्रकार की रेती के गोल एवं अर्द्ध-गोल साइडों पर चूड़ी की तरह ग्रूव कटी होती है। इसका प्रयोग भी मुलायम धातुओं पर कटे छिद्र आदि को फिनिश करने के लिए किया जाता है।
ग्रेड के अनुसार (According to Grade)
दाँतों की कतारों में दूरी या दाँतों के बीच के अन्तराल (Pitch) को रेती का ग्रेड (Grade of files) कहते हैं। ग्रेड मीट्रिक पद्धति में रेती की 10 मि.मी. लम्बाई में दाँतों की संख्या व्यक्त करता है तथा ब्रिटिश पद्धति में एक इंच लम्बाई में दाँतों की संख्या व्यक्त की जाता है।
ग्रेड के अनुसार रेतियाँ निम्नलिखित प्रकार की होती हैं According to grade types of files tool
- रफ फाइल (Rough File)
- कोर्स फाइल (Coarse File)
- बास्टर्ड फाइल (Bastard File)
- सेकेन्ड कट फाइल (Second Cut File)
- स्मूथ फाइल (Smooth File)
- डैड स्मूथ फाइल (Dead Smooth File)।
रेती की लम्बाई के साथ-साथ उसके दाँतों की संख्या भी बदलती रहती है। एक छोटी रफ कट रेती के दाँतें उतने महीन होंगे जितने एक बड़ी सेकेंड कट रेती के। कि 400 मि.मी. सेकेंड कट रेती के दाँतें 150 मि.मी. सेकेंड की अपेक्षा मोटे होंगे।
रफ रेती को नर्म धातु काटने के लिए प्रयोग में लाया जाता है अर्थात् नर्म धातु के ढलवें पार्टी की सतह आदि बनाने के लिए, परंतु साधारण फाइलिंग कार्यों के लिए बास्टर्ड रेती उपयोग की जाती है। कठोर धातुओं के लिए सेकेंड कट रेती उचित है तथा अधिकांश फिटिंग कार्यों में परिशुद्धता तथा फिनिश के लिए सेकेंड कट रेती ही उपयोग में लाई जाती है। स्मूथ रेती उपरोक्त रेतियों द्वारा बनी सतह को सही और समान बनाने के लिए तथा डैड स्मूथ रेती सतह पर उच्च फिनिश लाने के लिए प्रयोग में लाई जाती है।
रेती की उत्तलता (Convexity of File)
फाइल की बॉडी मध्य में कुछ ऊपर को उठी होती है अर्थात् उत्तल (Convex) होती है अर्थात् फाइल के उभरे हुए भाग को फाइल की कनवैक्सिटी कहते हैं। इसके निम्नलिखित लाभ हैं
- फाइलिंग करते समय अधिक ताकत नहीं लगानी पड़ती क्योंकि रेती की पूरी सतह जॉब की फेस पर एक साथ सम्पर्क में नहीं आती।
- रेती के पूरे दाँतें जॉब की सतह को नहीं छूते जिसके कारण जॉब की सतह ठीक प्रकार से समतल बन जाती है और चलाते समय रेती को नियमित भी किया जा सकता।
- कोई भी कारीगर अपने दोनों हाथों पर समान दबाव नहीं दे सकता। इसलिए जॉब के दोनों किनारे झुक जाते हैं और बीच का भाग उठ जाता है। कनवैक्सिटी होने के कारण जॉब का यह दोष दूर हो जाता है।
फाइल का टेपर होना (Taper of File)
साधारणत: कारीगर टेपर और कनवैक्सिटी को एक ही मान लेते हैं, परंतु यह भिन्न है। जैसाकि एक चपटी रेती के फेस का मध्य भाग कुछ ऊपर उठा अर्थात् कनवैक्स होता है। परंतु इसकी चौड़ाई टेपर होती है। इसी प्रकार अन्य सभी रेतियाँ लम्बाई के 1/3 भाग में टेपर होती हैं। रेती में टेपर होने का सबसे बड़ा लाभ यह है कि वह अपनी चौड़ाई अथवा मोटाई से कम साइज के स्लॉट या छिद्र में प्रयोग की जा सकती है जिस प्रकार स्क्वायर, राऊंड तथा ट्राईएंगुलर फाइलें प्वाइंट की तरफ टेपर होती हैं जिनसे उनकी उपयोगिता बढ़ जाती है जैसे गोल रेती के टेपर होने के कारण इसके साइज से कम माप के छिद्र को फाइल कर सकते हैं।
फ़ाइल की विशिष्टता
रेती को खरीदते या माँगते समय निम्नलिखित विवरण देना अति आवश्यक है
- साइज,
- आकार,
- ग्रेड,
- कट।
उदाहरण- File 250 mm, Flat Smooth, Single cut. रेती 10 इंच राऊंड, सेकेंड कट, डबल कट। 6 इंच या 150 मि.मी. त्रिकोणी, स्मूथ, डबल कट।
कट और ग्रेड में अन्तर (Difference between Cut and Grade)
ग्रेड– इसमें 10 मि.मी. में दाँतों की संख्या बताई जाती है; जैसे-बास्टर्ड, सेकेंड कट या स्मूथ आदि।
कट (Cut) – कट में रेती के दाँतों की किस्म और कोण बताए जाते हैं; जैसे-सिंगल कट, डबल कट, रास्प कट या कर्ल्ड कट आदि।
फाइलिंग (Filing)
रेती द्वारा जिस क्रिया से धातु को काटा जाता है उसे फाइलिंग कहते हैं। फाइलिंग करते समय निम्नलिखित बातों को ध्यान में रखना अति आवश्यक है
- कार्य के अनुसार रेती का चयन करना चाहिए।
- कार्य को वाइस में मजबूती से पकड़ने तथा उसकी ऊँचाई वाइस जॉ से 3 से 8 मि.मी. के बीच होनी चाहिए।
- कारीगर के शरीर की अवस्था अर्थात् खड़े होने की पॉजिशन सही करनी चाहिए।
- फाइल चलाते समय स्ट्रोक संख्या 40 से 50 प्रति मिनट होनी चाहिए।
- रेती पर दबाव केवल फॉरवर्ड स्ट्रोक में ही लगाना चाहिए।
- रेती को जॉब के एक सिरे से चलाकर दूसरे सिरे तक से जाना चाहिए अर्थात् पूरी रेती का प्रयोग करना चाहिए।
- फाइलिंग करते समय ट्राई स्क्वायर द्वारा जॉब की समतल सतह की जाँच कर लेनी चाहिए।
- कार्य समाप्त करने के बाद रेती तथा वाइस को अच्छी तरह साफ कर देना चाहिए।
फाइलिंग कितनें प्रकार की जाती है (Types of Filing)
फाइलिंग तीन प्रकार से की जाती है
- स्ट्रेट फाइलिंग (Straight Filing)
- क्रॉस फाइलिंग (Cross Filing)
- ड्रॉ फाइलिंग (Draw Filing)
स्ट्रेट फाइलिंग (Straight Filing)
इस विधि में वाइस के बिल्कुल सामने खड़े होकर रेती को सीधा चलाया जाता है ताकि जॉब की सतह को समतल या जा सके। इस विधि में धातु अधिक कटती है, परंतु सन्तुलन अधिक रखने की आवश्यकता होती है,
क्रॉस फाइलिंग (Cross Filing)
जिस विधि में रेती को जॉब के एक कोने से दूसरे कोने तक एक स्ट्रोक में पूरा चलाया जाता है, उस विधि को क्रॉस फाइलिंग कहते हैं। इस विधि से कम समय में पूरी सतह समतल बन जाती है। इस प्रकार की फाइलिंग प्रायः चौड़ी सरफेस बनाने के लिए की जाती है। इसे डायगनल (Diagonal) फाइलिंग भी कहते हैं।
ड्रॉ फाइलिंग (Draw Filing)
जॉब पर उठे हुए हाई स्पॉट्स, खरोंचों (Scratches) को दूर करने एवं हाई फिनिश लाने के लिए ड्रॉ फाइलिंग की जाती है। इस विधि में रेती को दोनों हाथों की हथेलियों में (चित्र 24) के अनुसार पकड़कर फाइलिंग की जाती है। इस विधि के लिए स्मूथ फाइल ही चुननी चाहिए। पिनिंग से बचने के लिए फाइल पर सूखा चाक लगा लेनी चाहिए।
पिनिंग ऑफ फाइल (Pinning of File)
जब किसी धातु पर फाइलिंग करते हैं तो रेती द्वारा कटे कण रेती के दाँतों में फंस जाते हैं इसे रेती की पिनिंग कहते हैं। पिनिंग हो जाने से जॉब की परिशुद्धता (Accuracy) में अन्तर आ जाता है और जॉब की सरफेस पर लाइनें व खरोचें पड़ जाती है। इसको दूर करने के लिए फाइल कार्ड द्वारा कणों को रेती में से निकाल देना चाहिए तथा रेती के फेस पर चाक लगा लेना चाहिए। परंतु कभी भी गीला चाक नहीं लगाना चाहिए। इससे रेती को जंग (Rust) लग जायेगा।
फाइल कार्ड (File Card)
यह एक प्रकार का ब्रुश है जो पतली कठोर तारों का बना होता है। जिसे कीलों द्वारा एक लकड़ी के टुकड़े पर लगा लिया जाता है। इसे रेती के दाँतों से फँसे धातु कण निकालने के लिए प्रयोग करते हैं, ध्यान रहे फाइल कार्ड को रेती पर उसी दिशा में चलाना चाहिए जिस दिशा में रेती पर दाँतें कटे हैं। जैसाकि चित्र 25 में दिखाया गया है। जब फाइल कार्ड न हो तो स्कोरर द्वारा धातु कण निकाल लेने चाहिए। नरम धातु की तार को नुकीला बनाकर स्कोरर तैयार कर लेते हैं।
सावधानियाँ (Precautions During to Use The File)
- सर्वप्रथम कार्य के अनुसार रेती का चुनाव करना चाहिए।
- कभी भी बिना हत्थे (Handle) की रेती प्रयोग नहीं करनी चाहिए। इससे टैंग हाथ में हानि पहुँचा सकती है ।
- रेती के अनुसार हैंडल चुनना चाहिए, जैसे बड़ी रेती के लिए बड़ा और छोटी रेती के लिए छोटा हैंडल। इससे संतुलन (Balance) बना रहता है।
- ढीले एवं टूटे हत्थे वाली रेती प्रयोग में नहीं लानी चाहिए। ऐसा होने से भी दुर्घटना हो सकती है।
- फाइलिंग करते समय कभी भी रेती के फेस पर हाथ नहीं रगड़ना चाहिए।
- नई रेती को पहले नर्म धातु पर प्रयोग करना चाहिए और फिर हार्ड पर।
- जॉब या रेती पर तेल या ग्रीस आदि नहीं लगा होना चाहिए।
- रेती को हथौड़े की तरह प्रयोग नहीं करना चाहिए।
- कास्ट किए जॉब पर फाइलिंग करने से पहले उस पर लगी रेत या धूल-कणों को प्रायः ब्रुश से साफ कर लेना चाहिए तथा चिपिंग करके हार्ड स्केल को खत्म कर लेना चाहिए।
- रेती को तेज नहीं चलाना चाहिए। इसकी स्ट्रोक 35 से 50 प्रति मिनट होनी चाहिए।
- जॉब वाइस में ढीला नहीं बंधा होना चाहिए।
- जॉब वाइस में अधिक ऊँचा नहीं बाँधना चाहिए, खासतौर पर पतले जॉब या शीट आदि अन्यथा इसमें चैटरिंग होगी।
- पतले शीट के जॉब पर लम्बाई की दिशा में फाइलिंग करनी चाहिए।
- काम शुरू करने से पूर्व व बाद में रेती को साफ करना चाहिए।
- फिनिशिंग करते समय फाइल के फेस पर सूखा चाक लगाना चाहिए नहीं तो रेती को जंग लग जाएगा।
- अगर रेती में पिनिंग हो जाए तो उसे फाइल कार्ड से साफ करना चाहिए। अगर फाइल कार्ड न हो तो नरम धातु का स्कोरर प्रयोग करना चाहिए।
- बहुत ही नरम धातु पर स्मूथ या बारीक दाँतों वाली रेती प्रयोग नहीं करनी चाहिए। ऐसा करने से धातु कण रेती में फँस जाएँगे और रेती काटना बन्द कर देगी
- रेतियों को मापी यन्त्रों से अलग रखना चाहिए।
Some Important Question About File Tools
फाइल या रेती कितने प्रकार की होती है?
फाइल या रेती का वर्गीकरण (प्रकार) निम्नलिखित विधि से किया जाता है
लम्बाई के आधार पर
आकृति के अनुसार
कट के अनुसार
ग्रेड के अनुसार
लम्बाई के आधार पर
फाइल (रेती) किस धातु की बनी होती है?
रेती हाई कार्बन स्टील ( HCS ) की बनी होती है।
उस रेती का नाम क्या है जो चौड़ाई में समानांतर और मोटाई मे टेपर होती है?
दस्ती रेती (Hand File) यह रेती चौड़ाई में समानान्तर अर्थात् हील से प्वाइंट तक एक समान होती है, परंतु मोटाई में कुछ टेपर होती है।
हैंड फाइल (दस्ती रेती) का दूसरा नाम क्या है?
हैंड फाइल (दस्ती रेती) का दूसरा नाम सेफ-ऐज (Safe Edge) रेती भी कहते हैं|
डबल कट दाँते कितने डिग्री पर होते है ?
दोनों कट में से एक की ओवर कट (Over Cut) जो केन्द्रीय रेखा के 60° पर होते हैं। इसे पहला कट (Ist Cut) भी कहते हैं तथा दूसरे सैट के दाँतें केन्द्रीय रेखा से 750 से 80° के कोण में कटे होते हैं जो कि प्रथम सैट के दाँतों को क्रॉस करते हैं, इसे अप कट भी कहते हैं।
More Important Links
- ITI CBT Exam Important Date Time Table 2024ITI CBT Exam 2024 Exam Schedule Time Table 2024 Now out Check Complete Post for know Exam Fees Date ITI Exam Date Exam Schedule Etc. Tentative schedule for Craftsman Training … Read more
- Motor Star and Delta Connection Hindi
 हम किसी भी थ्री-फेज मोटर का कनेक्शन करते हैं तो हम दो तरीके से करते हैं या तो हम उसको स्टार कनेक्शन Star Connecion में जोड़ेंगे या फिर हम उसको … Read more
हम किसी भी थ्री-फेज मोटर का कनेक्शन करते हैं तो हम दो तरीके से करते हैं या तो हम उसको स्टार कनेक्शन Star Connecion में जोड़ेंगे या फिर हम उसको … Read more - DGT AITT CITS Supplementary Exam Time Table 2024DGT has released the AITT CITS Supplementary exam schedule 2024 according to which the registration will start from 29/01/2024 talking about the exam, the engineering drawing exam will start from … Read more
- Underground Cable Classification and Typesआज के पोस्ट में हम जानेगे की केबल कितने प्रकार के होते है और उनका क्या प्रयोग है और भूमिगत केबल के लाभ और हानि के बारे में भी जानेगे … Read more
- JEECUP Entrance Exam cones, and spheres Mock TestJEECUP online MCQs Mock Test of Important chapter cones, and spheres (शंकु, और गोला) Online CBT Exam Mock Test for UP Polytechnic Entrance Exam

